
Vysokorychlostní linka na extruzi vlnitých trubek z PE, PP (PVC)










Popis
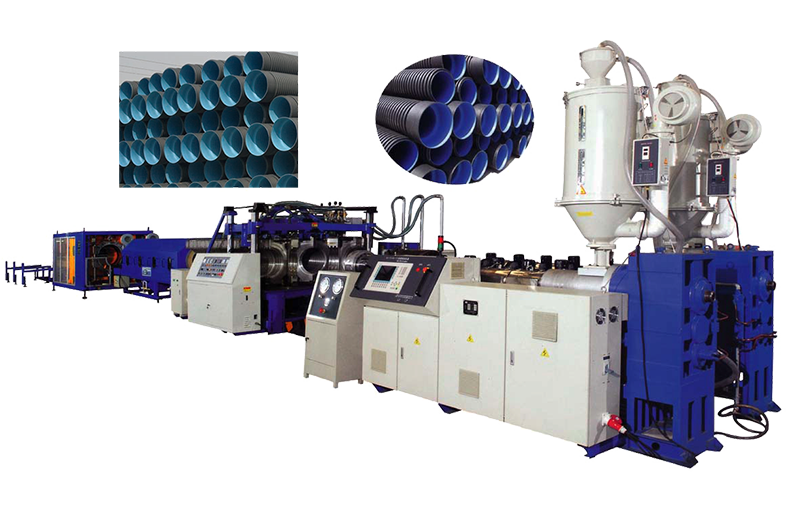
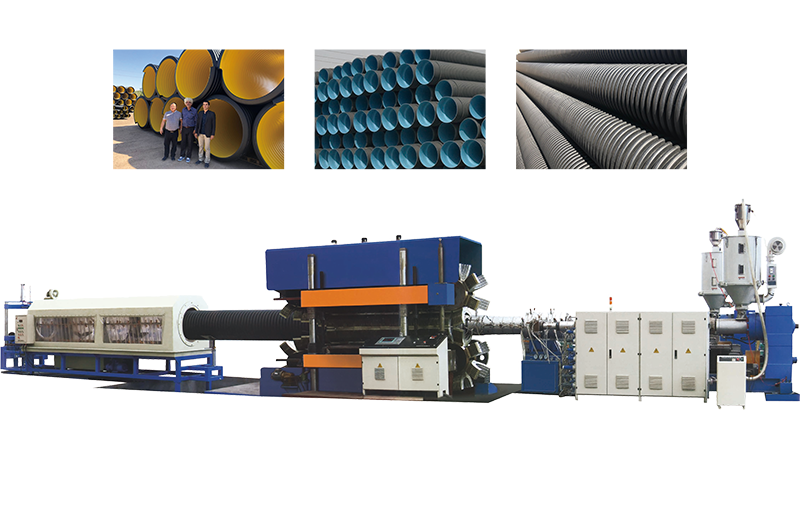
Stroj na výrobu plastových vlnitých trubek se používá k výrobě plastových vlnitých trubek, které se používají hlavně v městské kanalizaci, kanalizačních systémech, projektech dálnic, zavlažovacích projektech pro zemědělskou půdu a lze je také použít v projektech přepravy chemických kapalin v dolech, s relativně širokou škálou použití. Stroj na výrobu vlnitých trubek má výhody vysokého výkonu, stabilní extruze a vysokého stupně automatizace. Extruder lze navrhnout podle speciálních podmínek materiálu uživatele, jako je PE, PP nebo PVC. Extruzní linka na dvoustěnné vlnité trubky z PE a PP používá nový typ vysoce účinného jedno/dvoušnekového extruderu. Stroj na vlnité trubky z PVC používá velký plochý dvojitý nebo kuželový dvojitý extruder. Na výběr je jednovrstvý a dvouvrstvý. Pro výrobu dvoustěnných vlnitých trubek existují dva druhy:horizontální linka na vytlačování vlnitých trubek s dvojitou stěnouavertikální linka na extruzi vlnitých trubek s dvojitou stěnou.
Tok procesu
Surovina → Míchání → Vakuový podavač → Sušička plastových zásobníků → Extruder → Vytlačovací forma → Tvářecí forma → Vodní chlazení Tvářecí stroj → Nádrž na chladicí vodu → Řezací stroj → Stohovač
Vlastnosti a výhody
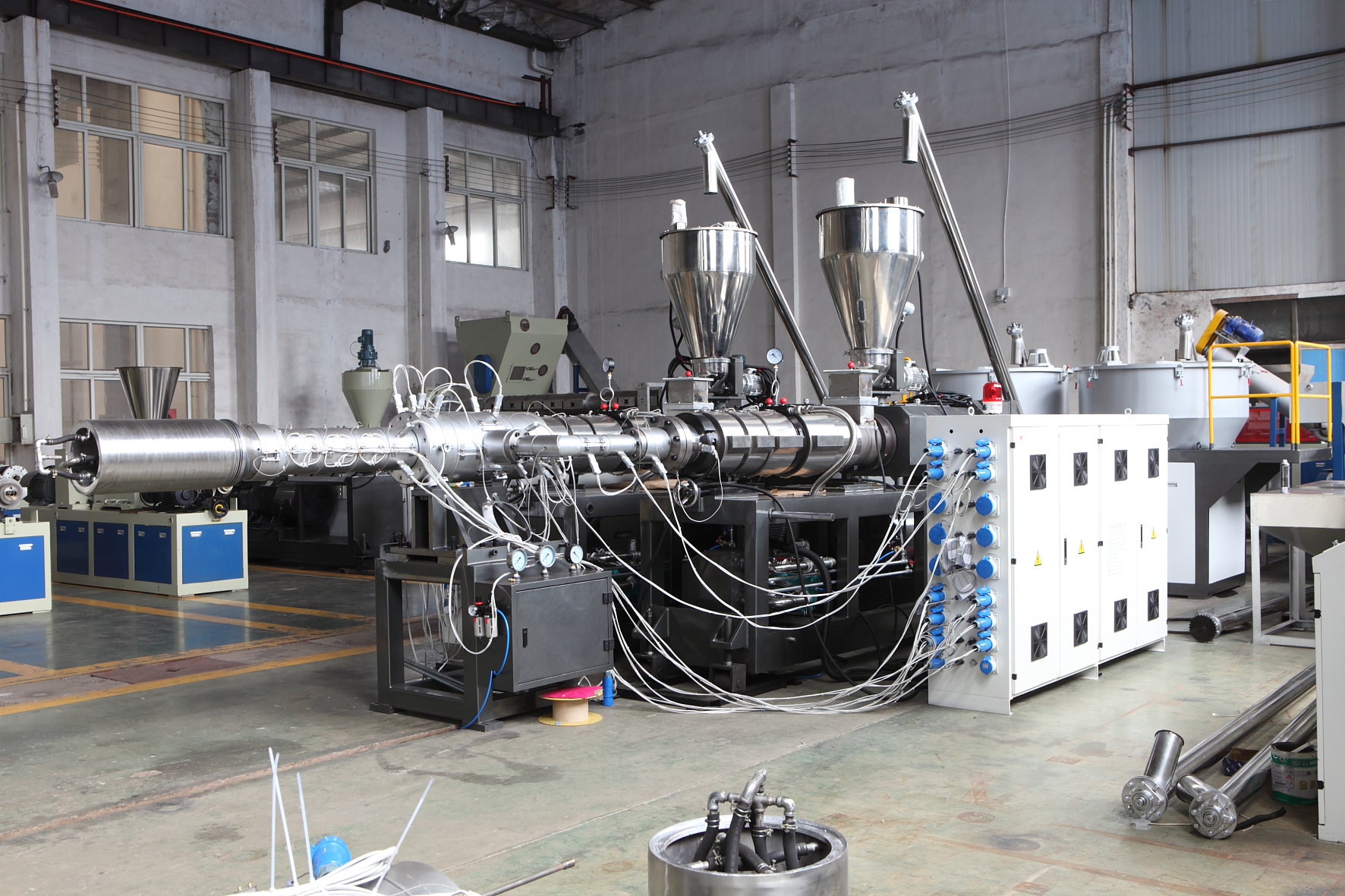
1. HDPE využívá nový typ vysoce účinného jednošnekového/dvoušnekového extruderu a PVC používá velký plochý dvoušnekový nebo kuželový dvoušnekový extruder. Velký kuželový dvoušnekový extruder nebo paralelní dvoušnekový extruder dokáže dosáhnout vynikající plastifikace při nízkých teplotách a stabilní extruze.
2. Metoda chlazení modulu je nucené vodní chlazení, které výrazně zlepšuje rychlost chlazení modulu a tím i rychlost výroby.
3. Vlnité potrubí, nazývané také linka na výrobu vlnitých trubek s dvojitou stěnou, může realizovat online rozšiřování, aby se zajistilo, že různé vlastnosti tvarovaného potrubí splňují normy.
4. Dovážený ventil pro nastavení poměru upravuje tvarovací tlak stabilně a spolehlivě.
5. Horizontální zvlňovač
6. Pracovní deska je trojrozměrně nastavitelná.
7. Automatický ochranný systém se spustí a po vypnutí napájení se vrátí do funkčního stavu.
8. Automatická mazací stanice
9. Formovací bloky jsou vyrobeny ze speciální hliníkové slitiny a vyznačují se nízkou hmotností, vysokou pevností, dobrou odolností proti opotřebení a malým koeficientem tepelné roztažnosti.
10. Chlazení vzduchem a vodní chlazení pro dobré chlazení vlnitých forem, které rychle tvoří trubky.
11. Řezačka vlnitých trubek má výhody vysoké přesnosti a bezprašnosti.
12. Celá linka využívá mikropočítačový řídicí systém PLC, který vizuálně zobrazuje teplotu a tlak taveniny, rychlost tváření, chybový alarm a má také úložnou kapacitu základního procesu.
Podrobnosti

Jednošnekový extruder pro PE/PP
Na základě poměru L/D 33:1 pro konstrukci šneku jsme vyvinuli poměr L/D 38:1. Ve srovnání s poměrem 33:1 má poměr 38:1 výhodu 100% plastifikaci, zvýšení výstupní kapacity o 30 %, snížení spotřeby energie až o 30 % a dosažení téměř lineárního extruzního výkonu. Pro panenský materiál použijte šnek s poměrem L/D 38:1 a pro recyklovaný materiál šnek s poměrem L/D 33:1.
Dotyková obrazovka a PLC Simens
Použijte program vyvinutý naší společností a do systému zadejte angličtinu nebo jiné jazyky.
Spirálová struktura hlavně
Krmná část válce používá spirálovou strukturu, která zajišťuje stabilní podávání materiálu a také zvyšuje krmnou kapacitu.
Speciální provedení šroubu
Šnek je navržen se speciální strukturou, která zajišťuje dobrou plastifikaci a míchání. Neroztavený materiál touto částí šneku nemůže projít.
Vzduchem chlazený keramický ohřívač
Keramické topné těleso zajišťuje dlouhou životnost. Tato konstrukce zvětšuje plochu kontaktu topného tělesa se vzduchem a tím se dosahuje lepšího chlazení vzduchem.
Vysoce kvalitní převodovka
Zajištěna přesnost převodovky 5-6 stupňů a nižší hlučnost pod 75 dB. Kompaktní konstrukce, ale s vysokým točivým momentem.
Kónický dvoušnekový extruder pro PVC
Pro výrobu PVC lze použít jak kuželový dvoušnekový extruder, tak i paralelní dvoušnekový extruder. Díky nejnovější technologii snižujeme spotřebu a zajišťujeme vyšší kapacitu. V závislosti na receptuře nabízíme různé konstrukce šneků, které zajišťují dobrý plastifikační účinek a vysokou kapacitu.

Extruzní forma
Vnější i vnitřní vrstva jsou protlačovány uvnitř závitořezné hlavy. Každý kanál pro tok materiálu uvnitř závitořezné hlavy je umístěn rovnoměrně. Každý kanál je tepelně ošetřen a vyleštěn do zrcadla, aby byl zajištěn plynulý tok materiálu. Závitořezná hlava také dodává stlačený vzduch mezi obě vrstvy. Kalibrační pouzdro se používá k chlazení vnitřní vrstvy, čímž se uvnitř vytváří hladká a plochá trubka. Uvnitř kalibračního pouzdra proudí tlaková voda, která má dobrý chladicí účinek. Při výrobě trubek velkého průměru se na povrchu kalibračního pouzdra vytváří podtlak, čímž se zajišťuje kulatost vnitřní trubky.
Tvarovací forma
CNC obrábění zajišťuje přesné rozměry. Vakuový vzduchový kanál a kanál pro vodní chlazení s velkým průřezem proudění zajišťují stabilní, vysoce kvalitní a efektivní výrobní provoz. Materiál modulu je vysokopevnostní hliníková slitina s vysokou tepelnou vodivostí, vysokou tvrdostí a vysokou odolností proti opotřebení. Struktura modulu využívá integrovaný proces tlakového lití s hustší texturou a vyšší tepelnou stabilitou. Vnitřní povrchová úprava modulu zlepšuje pevnost a tvrdost modulu, což přispívá k dokonalému vytváření vln. Forma je obráběna CNC, aby byla zajištěna její přesnost a plynulý chod.


Vodní chlazení Tvářecí stroj
Tvářecí stroj s vodním chlazením se používá k umisťování a přesouvání vlnité formy. Podtlak se vytváří pro vstřebání vnější vrstvy do vlnité formy a vytvoření vlnitého tvaru. Pohybem vlnité formy se z vlnitého tvaru také vytahuje trubka.
Automatický mazací systém
Automatické mazání ozubených kol pro plynulý pohyb vlnité formy.
Převodovka
Ozubená tyč je umístěna v horní části vlnité formy. Všechny ozubené tyče jsou po nitridaci a tepelném zpracování odolné proti opotřebení.
Systém horního nastavení
Elektronické nastavení horního rámu pro různé velikosti vlnité formy. Čtyři sloupky zajišťují stabilní a přesné nastavení.
Systém nastavení napětí
Pro nastavení intenzity pohybu formy zajistěte plynulý pohyb formy.
Proporcionální ventil
Pro stabilnější a přesnější regulaci vzduchu a pro vytvoření dobrého tvaru potrubí a hrdla.
Systém chlazení forem
S vodním i vzduchovým chlazením zajišťují lepší chladicí účinek a rychlé tvarování trubek.
Záložní napájení UPS
V případě výpadku napájení bude záložní zdroj UPS napájet zvlňovač, aby se trubka posunula ven z kalibračního pouzdra. Zabrání se tak zaseknutí trubky na kalibračním pouzdře po jejím ochlazení a smrštění.
Nádrž na chladicí vodu ve spreji
Chladicí nádrž se používá k dalšímu chlazení potrubí.
Pomocné odtahování
S pomocným odtahovacím zařízením je také flexibilní tažné zařízení. Pro další tažení potrubí.
Kvalitní rozprašovací tryska
Kvalitní rozprašovací trysky mají lepší chladicí účinek a nejsou snadno ucpané nečistotami.
Filtr vodní nádrže
S filtrem ve vodní nádrži, aby se zabránilo velkým nečistotám při vniknutí vody zvenčí.


Stroj na řezání vlnitých trubek
Řezačka vlnitých trubek je vysoce přesná a bezprašná.
Hliníkové upínací zařízení
Pro různé velikosti trubek použijte hliníkové upínací zařízení. Každá velikost má své vlastní upínací zařízení, není třeba měnit centrální výšku při použití trubek různých velikostí.
Synchronizační systém
Řezací stanice je poháněna motorem a měničem. Během řezání se řezací stanice pohybuje synchronně s vlnitým plechem, aby se zabránilo deformaci trubky.
Řezání dvojitým nožem
Se dvěma noži řezajícími společně, aby se zajistilo úplné odříznutí koncové části objímky.
Stohovač
Pro podepření a vykládání trubek. Délku stohovače lze upravit.
Pro podepření a vykládání trubek. Délku stohovače lze upravit.
Abychom mohli vlnité trubky na stohovači hladce pohybovat, nanášíme na jeho povrch celou nerezovou ocel.
Pro navíjení trubek do válce, snadné skladování a přepravu. Obvykle se používá pro trubky o průměru menším než 110 mm. K dispozici je jednoduchá nebo dvojitá stanice na výběr.

Technické údaje
| Model | Velikost trubky (mm) | Extruder | Výkon (kg/h) | Rychlost (m/min) | Celkový výkon (kW) | Forma (páry) | Chladicí systém |
| SGB250 | 90–250 | SJ65 SJ75 | 300 | 1–4 | 150 | 48 | Chlazení vzduchem a chlazení vodou |
| SGB500 | 200–500 | SJ75 SJ90 | 600 | 1–4 | 200 | 40 | Chlazení vzduchem a chlazení vodou |
Související produkty
-

Vysoce výkonný kuželový dvoušnekový extruder
Charakteristiky Kónický dvoušnekový extruder řady SJZ, nazývaný také extruder na PVC, má výhody, jako je nucené vytlačování, vysoká kvalita, široká přizpůsobivost, dlouhá životnost, nízká střižná rychlost, tvrdý rozklad, dobrý směšovací a plastifikační účinek a přímé tvarování práškového materiálu atd. Dlouhé procesní jednotky zajišťují stabilní procesy a velmi spolehlivou výrobu v mnoha různých aplikacích, používaných pro extruzní linky na PVC trubky, extruzní linky na vlnité PVC trubky, PVC WPC ...
-

Vysoce účinný jednošnekový extruder
Charakteristika Jednošnekový extruder na plasty dokáže zpracovávat všechny druhy plastových výrobků, jako jsou trubky, profily, plechy, desky, panely, plechy, závity, duté výrobky atd. Jednošnekový extruder se používá také při granulaci. Konstrukce jednošnekového extruderu je pokročilá, výrobní kapacita je vysoká, plastifikace je dobrá a spotřeba energie je nízká. Tento extruder využívá pro převod tvrdý povrch ozubeného kola. Náš extruder má mnoho výhod. Také...
-

Vysoce výkonná extruzní linka na PVC pěnové desky
Použití Výrobní linka na pěnové desky z PVC krusty se používá k výrobě produktů z WPC, jako jsou dveře, panely, desky atd. Produkty z WPC jsou nerozložitelné, nedeformovatelné, odolné proti poškození hmyzem, mají dobrou ohnivzdornost, odolné proti praskání a bezúdržbové atd. Procesní tok Šnekový nakladač pro míchačku → Míchací jednotka → Šnekový nakladač pro extruder → Kónický dvoušnekový extruder → Forma → Kalibrační stůl → Chladicí tác → Odtahový stroj → Řezací stroj → Vyklápěcí stůl → Kontrola a...
-

Vysoce výkonná extruze PVC (PE PP) a dřevěných panelů...
Použití Výrobní linka na stěnové panely WPC se používá k výrobě produktů WPC, jako jsou dveře, panely, desky atd. Produkty WPC jsou nerozložitelné, nedeformovatelné, odolné proti poškození hmyzem, mají dobrou ohnivzdornost, odolné proti praskání a nevyžadují údržbu atd. Procesní tok Šnekový nakladač pro míchačku → Míchací jednotka → Šnekový nakladač pro extruder → Kónický dvoušnekový extruder → Forma → Kalibrační stůl → Odtahový stroj → Řezací stroj → Vyklápěcí stůl → Kontrola a balení finálního produktu...
-

Vysoce výkonná extruzní linka na PVC profily
Použití Stroj na výrobu PVC profilů se používá k výrobě všech druhů PVC profilů, jako jsou okenní a dveřní profily, PVC drátěné kanály, PVC vodní žlaby a tak dále. Extruzní linka na PVC profily se také nazývá stroj na výrobu UPVC oken, stroj na PVC profily, extruzní stroj na UPVC profily, stroj na výrobu PVC profilů a tak dále. Procesní postup Šnekový nakladač pro míchačku → Míchací jednotka → Šnekový nakladač pro extruder → Kónický dvoušnekový extruder → Forma → Kalibrační stůl → Odtahový stroj → Řezací stroj → Vypínací jazýček...
-
Další linky na extruzi trubek na prodej
Stroj na výrobu ocelových drátěných kompozitních trubek z vyztuženého plastu Technické údaje Model Rozsah trubek (mm) Rychlost linky (m/min) Celkový instalační výkon (kw) LSSW160 中50- φ160 0,5-1,5 200 LSSW250 φ75- φ250 0,6-2 250 LSSW400 φ110- φ400 0,4-1,6 500 LSSW630 φ250- φ630 0,4-1,2 600 LSSW800 φ315- φ800 0,2-0,7 850 Velikost trubky HDPE plná trubka Ocelová drátěná kostra vyztužená plastová kompozitní trubka Tloušťka (mm) Hmotnost (kg/m) Tloušťka (mm) Hmotnost (kg/m) φ200 11,9 7,05 7,5 4,74 ...
-
Vysoce účinná linka na extruzi PPR trubek
Popis Stroj na výrobu PPR trubek se používá hlavně k výrobě PPR trubek pro teplou a studenou vodu. Extruzní linka na PPR trubek se skládá z extruderu, formy, vakuové kalibrační nádrže, nádrže na rozprašování, odtahového stroje, řezacího stroje, stohovače atd. Extruder a odtahový stroj na PPR trubek používají frekvenční regulaci otáček, řezací stroj na PPR trubek používá metodu beztřískového řezání a PLC řízení, řezání na pevnou délku a hladký řezný povrch. FR-PPR skleněná vláknová PPR trubka se skládá ze tří...
-

Vysoce výkonná extruzní linka z PVC trubek
Použití Stroj na výrobu PVC trubek se používá k výrobě všech druhů UPVC trubek pro zásobování a odvodnění zemědělství, zásobování a odvodnění budov a pokládku kabelů atd. Stroj na výrobu PVC trubek vyrábí trubky v rozsahu průměrů: Φ16 mm-Φ800 mm. Tlakové potrubí Zásobování a doprava vody Zemědělské zavlažovací potrubí Beztlakové potrubí Kanalizace Odvodnění vody v budovách Kabelové trubky, trubní trubky, nazývané také stroj na výrobu PVC trubek Procesní šnekový nakladač pro míchačky→ ...
-

Vysokorychlostní a vysoce účinná extruzní linka na PE trubky
Popis Stroj na výrobu HDPE trubek se používá hlavně k výrobě zemědělských zavlažovacích trubek, odvodňovacích trubek, plynových trubek, vodovodních trubek, kabelových trubek atd. Extruzní linka na PE trubek se skládá z extruderu trubek, lisovacích forem, kalibračních jednotek, chladicí nádrže, odtahového zařízení, řezačky, stohovacího/navíjecího zařízení a všech periferií. Stroj na výrobu HDPE trubek vyrábí trubky o průměru od 20 do 1600 mm. Trubka má některé vynikající vlastnosti, jako je odolnost vůči teplu, stárnutí, vysoká mechanická pevnost...



